

卡森公司典型的技术服务案例(普通球铁类)
摘要:普通球铁类产品工艺特性
由于球铁比灰铁缩率大,在设计铸造工艺方案时,所有的热节点都必须考虑到缩孔问题。一般来讲,解决缩孔的问题,通常考虑的是通过冷铁或冒口进行补缩。如何利用冷铁或冒口进行补缩由铸件的结构决定:结构简单的铸件其热节点也比较单一,用单独的冷铁或冒口就可以解决补缩问题,但结构相对复杂的铸件往往热节点多而且分散,如何合理利用冷铁和冒口实现补缩就显得非常关键,本文通过一个实例阐述此类问题。
关键词: 热节点 缩孔 顺序凝固
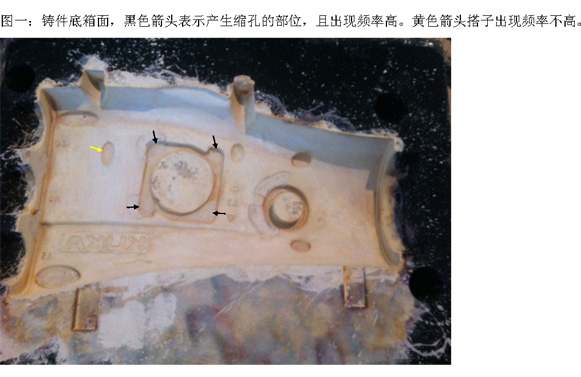
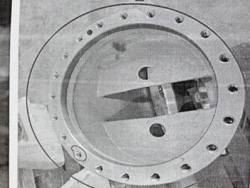
下图是国内某中型铸造企业生产的某款机械手臂箱体产品,铸件单重为:78Kg,铸件内外表面存在很多孤立的热节点。
生产条件如下:
(1). 造型方式:外模和砂芯均采用呋喃树脂自硬砂造型。
(2).熔炼方式:国产中频感应电炉,容量为3吨,每炉熔炼时间:约60分钟 。
(3).材质:普通的QT500-7,客户要求:炉前碳:3.75~3.85,终硅:2.4~2.6,Mn:0.35~0.45,Cu: 0.2~0.3。
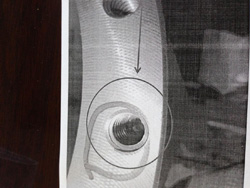
困忧该公司生产相关的问题如下图所示,从产品开发到批量生产,在过去的3年时间铸件一直存在多处缩孔问题,每天生产12件,由于缩孔造成机加工后螺纹孔烂牙报废的比例占20~70%不等,客户意见很大。

从上面5幅图片可以看出:
.下箱平面上分布很多孤立的热节点。
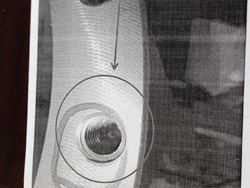
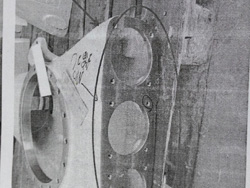
.外模和砂芯上使用很多冷铁,而且冷铁体积比热节部分体积都大很多,而且冷铁都是接触面大厚度薄的形状,这就使得热节的中心部位被激冷能力较差,热节边上薄的部位被激冷能力较强,导致热节中心部位的补缩通道堵塞而起不到补缩的作用。
.砂芯上的冷铁位置凹坑长向体积图纸上只是实际砂芯的三分之一,也就是被人为扩大成3倍,该公司的技术人员是想通过增大其长向体积,使得缩孔远离加工孔位置。但不幸的是,该处的热节也被人为加大,补缩难度自然也被人为加大,加上冷铁形状设计不合理,生产结构表明,该办法是行不通的。
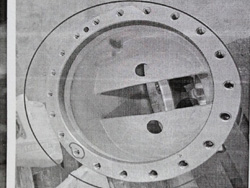
上箱均采用溢流冷冒口补缩,而且均是明冒口,冷却速度相当快。也就是充型时型腔内上升溢流到冒口的铁水是最冷的,冒口颈下面型腔内的铁水比冒口里的铁水还热,拿冷却速度较快的冷铁水去补冷却速度较慢的热铁水是相当困难的,不仅冒口尺寸要很大浪费铁水,冒口颈也要很大,给后处理的分离和研磨都增加难度。对照客户反馈的加工螺纹烂牙孔位置和冒口位置,发现冒口不但没有起到补缩作用,反而起"到抽"作用,也就是说冒口比冒口颈下面的型腔部分先冷,在拉力作用下,先冷的部分把后冷的部分热铁水拉缩了。
通过以上的分析,可以看出这个产品的铸造工艺方案是存在很多问题的,最主要的问题是冷铁的使用混乱和冒口的设计起不到补缩的作用。也就是说:冷铁和冒口要配合使用,要使铸件凝固时造成顺序凝固的方式,即凝固从冷铁面开始,冒口最后凝固,收缩产生的孔洞留到冒口里面去,这样也可以减小冒口的尺寸。
由于球铁比灰铁缩率大,在设计铸造工艺方案时,所有的热节点都必须考虑到缩孔问题。一般来讲,解决缩孔的问题,通常考虑的是通过冷铁或冒口进行补缩。如何利用冷铁或冒口进行补缩由铸件的结构决定:结构简单的铸件其热节点也比较单一,用单独的冷铁或冒口就可以解决补缩问题,但结构相对复杂的铸件往往热节点多而且分散,如何合理利用冷铁和冒口实现补缩就显得非常关键,本文通过一个实例阐述此类问题。
关键词: 热节点 缩孔 顺序凝固
下图是国内某中型铸造企业生产的某款机械手臂箱体产品,铸件单重为:78Kg,铸件内外表面存在很多孤立的热节点。
 |
 |
生产条件如下:
(1). 造型方式:外模和砂芯均采用呋喃树脂自硬砂造型。
(2).熔炼方式:国产中频感应电炉,容量为3吨,每炉熔炼时间:约60分钟 。
(3).材质:普通的QT500-7,客户要求:炉前碳:3.75~3.85,终硅:2.4~2.6,Mn:0.35~0.45,Cu: 0.2~0.3。
困忧该公司生产相关的问题如下图所示,从产品开发到批量生产,在过去的3年时间铸件一直存在多处缩孔问题,每天生产12件,由于缩孔造成机加工后螺纹孔烂牙报废的比例占20~70%不等,客户意见很大。
 |
 |
 |
 |
 |
 |
| 下箱模具图片 | 上箱模具图片 |
 |
 |
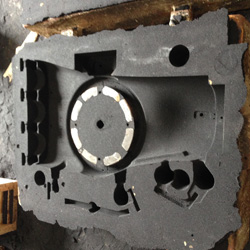
下箱的冷铁位置如下图片:
 |
 |
从上面5幅图片可以看出:
.下箱平面上分布很多孤立的热节点。
.外模和砂芯上使用很多冷铁,而且冷铁体积比热节部分体积都大很多,而且冷铁都是接触面大厚度薄的形状,这就使得热节的中心部位被激冷能力较差,热节边上薄的部位被激冷能力较强,导致热节中心部位的补缩通道堵塞而起不到补缩的作用。
.砂芯上的冷铁位置凹坑长向体积图纸上只是实际砂芯的三分之一,也就是被人为扩大成3倍,该公司的技术人员是想通过增大其长向体积,使得缩孔远离加工孔位置。但不幸的是,该处的热节也被人为加大,补缩难度自然也被人为加大,加上冷铁形状设计不合理,生产结构表明,该办法是行不通的。
上箱均采用溢流冷冒口补缩,而且均是明冒口,冷却速度相当快。也就是充型时型腔内上升溢流到冒口的铁水是最冷的,冒口颈下面型腔内的铁水比冒口里的铁水还热,拿冷却速度较快的冷铁水去补冷却速度较慢的热铁水是相当困难的,不仅冒口尺寸要很大浪费铁水,冒口颈也要很大,给后处理的分离和研磨都增加难度。对照客户反馈的加工螺纹烂牙孔位置和冒口位置,发现冒口不但没有起到补缩作用,反而起"到抽"作用,也就是说冒口比冒口颈下面的型腔部分先冷,在拉力作用下,先冷的部分把后冷的部分热铁水拉缩了。
通过以上的分析,可以看出这个产品的铸造工艺方案是存在很多问题的,最主要的问题是冷铁的使用混乱和冒口的设计起不到补缩的作用。也就是说:冷铁和冒口要配合使用,要使铸件凝固时造成顺序凝固的方式,即凝固从冷铁面开始,冒口最后凝固,收缩产生的孔洞留到冒口里面去,这样也可以减小冒口的尺寸。
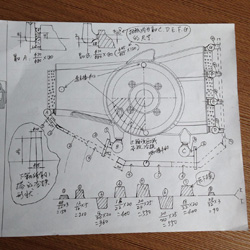
为此,经过和该公司技术人员沟通讨论后,决定对原有模具进行修改:重新设计工艺方案,把冷冒口改为热冒口(铁水从横浇道经冒口再进入型腔充型,由于成本问题,不考虑使用保温冒口),明冒口改为暗冒口,在得到该公司的大力支持下,卡森公司对模具进行了修改,修改方案及修改后的模具如下图:
从图上可以看出:
.上箱只保留中间部分的冷铁,两端冷铁去除;下箱两端的冷铁去除,其余部分改为长条圆锥形的冷铁,对每个热节的中心部位进行深度激冷。
.整个铸造工艺方案共设计了7个冒口,从造型下箱可以看出,每个冒口的远端都对应有冷铁,即从冷铁到冒口都是形成一种顺序凝固的方式,这样就有利于对产品的热节进行补缩。
下图为试浇2箱,其中一箱的铸件全模如下图所示:



后来该公司又连续试做2天,每天浇注5箱,探伤反馈的结果都很理想,发8件到客户处机加工,全部螺纹孔都不存在烂牙的情况,客户很满意,于是这个产品进入批量生产。
结论:
从这个产品的改善过程可以看出,针对此类热节点多,而且很分散的产品,如何正确使用冷铁和进行补缩冒口设计达到铸件在凝固时实现顺序凝固提供了依据。
| 铸造工艺方案图 | 模具上箱 |
 |
 |
| 造型上箱 | 造型下箱 |
 |
 |
.上箱只保留中间部分的冷铁,两端冷铁去除;下箱两端的冷铁去除,其余部分改为长条圆锥形的冷铁,对每个热节的中心部位进行深度激冷。
.整个铸造工艺方案共设计了7个冒口,从造型下箱可以看出,每个冒口的远端都对应有冷铁,即从冷铁到冒口都是形成一种顺序凝固的方式,这样就有利于对产品的热节进行补缩。
下图为试浇2箱,其中一箱的铸件全模如下图所示:
后来该公司又连续试做2天,每天浇注5箱,探伤反馈的结果都很理想,发8件到客户处机加工,全部螺纹孔都不存在烂牙的情况,客户很满意,于是这个产品进入批量生产。
结论:
从这个产品的改善过程可以看出,针对此类热节点多,而且很分散的产品,如何正确使用冷铁和进行补缩冒口设计达到铸件在凝固时实现顺序凝固提供了依据。