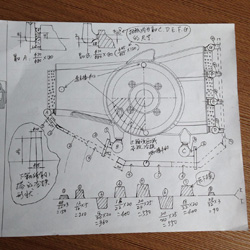
为此,经过和该公司技术人员沟通讨论后,决定对原有模具进行修改:重新设计工艺方案,把冷冒口改为热冒口(铁水从横浇道经冒口再进入型腔充型,由于成本问题,不考虑使用保温冒口),明冒口改为暗冒口,在得到该公司的大力支持下,卡森公司对模具进行了修改,修改方案及修改后的模具如下图:
从图上可以看出:
.上箱只保留中间部分的冷铁,两端冷铁去除;下箱两端的冷铁去除,其余部分改为长条圆锥形的冷铁,对每个热节的中心部位进行深度激冷。
.整个铸造工艺方案共设计了7个冒口,从造型下箱可以看出,每个冒口的远端都对应有冷铁,即从冷铁到冒口都是形成一种顺序凝固的方式,这样就有利于对产品的热节进行补缩。
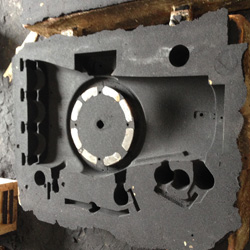
下图为试浇2箱,其中一箱的铸件全模如下图所示:

下图为浇冒口分离研磨后的图片,检测结果认为其中一件粉笔点处可能有细微缩松,其它热节点处均没有问题,另外一件都没有问题。

我们对怀疑的部位进行解剖检验,没有发现缩松问题,如下图所示:
 由此结果表明,试验达到预期的目的
由此结果表明,试验达到预期的目的。
后来该公司又连续试做2天,每天浇注5箱,探伤反馈的结果都很理想,发8件到客户处机加工,全部螺纹孔都不存在烂牙的情况,客户很满意,于是这个产品进入批量生产。
结论:
从这个产品的改善过程可以看出,针对此类热节点多,而且很分散的产品,如何正确使用冷铁和进行补缩冒口设计达到铸件在凝固时实现顺序凝固提供了依据。