摘要:卡森预处理剂的由来及性能特点介绍
预处理剂目前的种类较多,有FeSi 、SiC、高纯优质增碳剂或一些硅铁基合金内复合几种微量元素, 卡森预处理技术是在孕育或球化处理前,通过预处理剂加入,在传统预处理效果的基础上,再将铁液中的w(O),w(S)及其它一些杂质干扰元素反应复合成有效石墨核心,为孕育或球化反应提供优良的铁水;同时反应生成的产物还可以作为稳定的形核质点和共晶转变中石墨的形核核心,适用于灰铸铁和球墨铸铁,其作用有改善铁液的冶金质量,较强的脱氧作用,增加单位面积的形核核心,降低铁液的过冷度,改善石墨形态及铸件的显微组织,改善铸件机械性能(切削性能)等。
关键词:预处理剂 切削性能 球化率。
了解了卡森公司预处理剂在铸铁件生产中的作用,下面我们通过两个实用案例具体分析如下:
一、对HT250以上牌号产品机加工性能有明显改善
(一)、 产品图片及使用要求

上图为国内某工厂为大众公司某款轿车生产的制动盘毛坯,客户对
产品质量要求如下:
1、材质为HT250,抗拉强度(本体)205Mpa以上。
2、金相要求:制动面要求片状A型石墨≥90%,石墨长度4~5级,B、D、E型石墨小化,不允许存在C型石墨,基体组织:允许存在5%以下的铁素体,其余为珠光体,碳化物含量不允许超过2%。
3、硬度要求:187~229,同一面上硬度差15度以下,同一铸件硬度差20度以下。
4、机加工刀具损耗为400件/把
针对以上的客户要求,该工厂生产的产品质量要求全部满足,不足的是机加工刀具损耗只有大约250件/把,达不到客户要求,为此卡森公司技术人员和该工厂技术人员通过技术交流后做如下2炉试验,
试验条件:
1.同同一炉子连续生产2炉,炉全部按照现有熔炼工艺,不加卡森公司预处理剂;第二炉加卡森公司A级预处理,其余按照熔炼现有工艺
2.所用的原材料2炉大体相当,不存在干忧因素
(二)、该产品部分生产条件(生产作业标准书)如下:
熔炼设备为中频感应电炉,容量:6吨
主材料配比:废钢40%,回炉料60%
熔炼炉前要求的化学成份要求:
C: 3.20~3.30 Si: 1.75~1.85 Mn: 0.8~0.9 P: 0.08以下
S:0.06~0.08 Sn: 0.085~0.095 Cu: 0.35~0.45 Cr: 0.15~0.25
Mo:0.05以下 Ni: 0.05以下 Ti:0.03以下
出炉温度:1490±10℃
浇注温度控制在1390~1440℃之间
开箱时间大约90分钟
(三)、实际生产数据如下:
炉前成分
未添加卡森预处理剂的炉前铁水成分
C: 3.28(碳当量仪) Si:1.81 Mn :0.89 P:0.046
S :0.074 Sn:0.091 Cu:0.39 Cr :0.18 Mo:0.036
Ni:0.039 Ti:0.019
添加卡森预处理剂的炉前铁水成分
C: 3.26(碳当量仪) Si:1.78 Mn :0.91 P:0.048
S :0.071 Sn:0.090 Cu:0.41 Cr :0.17 Mo:0.038
Ni:0.035 Ti:0.020
以上数据表明,两炉铁水成分基本一致
其他生产控制数据严格按照生产作业标准书执行,这里不再列出
(四)、对比检测结果如下:
1.金相
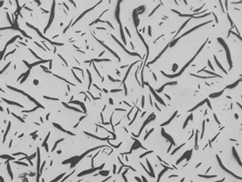
未添加卡森公司预处理剂的金相如下:
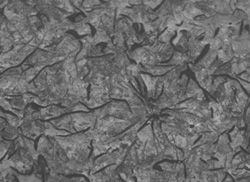
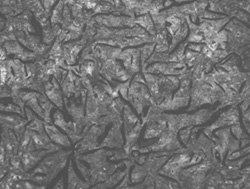
添加卡森公司预处理剂的金相如下:
从上面的金相图片可以看出,添加卡森公司预处理剂的A型(都≥90%,石墨长度4~7级)石墨形态要更细更短、数量更多一些,腐蚀以后的基体组织铁素体量要少很多,都不存在碳化物。
2.机械性能
|
项目
|
硬度
(HB)
|
(实体)抗拉强度
(N/mm2)
|
|
规格
|
187- 229
|
205N/mm2↑
|
|
实测
|
未添加:208 207 214 212
|
262
|
|
实测
|
添加:207 207 203 205
|
255
|
|
判定
|
合格
|
合格
|
从上表的检测数据可以看出,硬度差进一步缩小,抗拉强度略有下降
机加工刀具磨损数据统计
从下面的统计表可以看出,添加卡森预处理剂对机加工的刀具磨损改善效果非常明显的
|
刀具位置、寿命统计
|
|
|
|
类別
|
件名
|
刀具编号
|
S
|
F
|
未添加
刀具寿命
|
添加
刀具寿命
|
|
OP10
|
N300制动盘
|
D4
|
S300
|
0.4
|
130
|
255
|
|
|
D6
|
S400
|
0.4
|
50
|
65
|
|
D1
|
S400
|
0.35
|
160
|
160
|
|
|
|
|
|
|
|
|
|
类別
|
件名
|
刀具编号
|
|
|
|
|
|
OP20
|
N300制动盘
|
D5
|
S500
|
F0.3
|
55
|
65
|
|
|
|
D8
|
S1600
|
0.3
|
40
|
60
|
|
|
D6
|
S400
|
0.5
|
45
|
60
|
|
|
|
|
|
|
|
|
|
|
类別
|
件名
|
刀具编号
|
|
|
|
|
|
OP30
|
N300制动盘
|
D2
|
S1500
|
0.25
|
80
|
360
|
|
|
S350
|
0.15
|
340
|
360
|
|
D4
|
S800
|
0.35
|
40
|
72
|
|
|
|
|
|
|
|
|
|
|
类別
|
件名
|
刀具编号
|
|
|
|
|
|
OP40
|
N300制动盘
|
D1
|
S1800
|
545
|
1100
|
1100
|
|
|
D2
|
S2000
|
530
|
1100
|
1100
|
|
|
|
|
|
|
|
|
|
|
类別
|
件名
|
刀具编号
|
|
|
|
|
|
OP50
|
N300制动盘
|
D3
|
S2500
|
F0.45
|
75
|
126
|
|
|
S2500
|
F0.35
|
500
|
500
|
|
D5
|
S2000
|
F0.65
|
150
|
168
|
|
|
T1
|
S1000
|
F0.45
|
75
|
145
|
|
卡森公司预处理剂可以增加球墨铸铁件石墨球数量,改善石墨球的圆整度,提高球化率。